What is membrane filtration?
Membrane filtration process is a physical separation method characterized by the ability to separate molecules of different sizes and characteristics. Its driving force is the difference in pressure between the two sides of a special membrane. Membrane technology enables you to bring down overall production costs, and boost product quality at the same time.

What is membrane filtration and how does it work?
Membrane filter as a physical barrier
So, what is membrane filtration? In its most basic terms membrane filtration involves passing a single feed stream through a membrane system that separates it into two individual streams, known as the permeate and the retentate. The membrane that separates them is a physical barrier with highly specialized characteristics – a barrier that only certain selected components in the feed stream can pass through.
Passing through
The pores of such membrane material are so small that they are measured in Angstrom (10-10 m), and pressure is required to force the liquid through them. In fact, the pores in the membranes used for nanofiltration and reverse osmosis are so small that they cannot be seen even with a scanning electron microscope.
What are the different types of membrane filtration?
There are four commonly accepted types of membrane filtration. These are defined on the basis of the size of particles and molecules they separate from the feed liquid. The four types of membrane filtration are known as reverse osmosis (RO), nanofiltration (NF), ultrafiltration (UF) and microfiltration (MF), listed in order of increasing membrane pore size.
Alfa Laval offers both flat sheet membranes and spiral wound membranes covering all four membrane filtration technologies, providing flexible and reliable solutions across a wide range of filtration and separation needs.

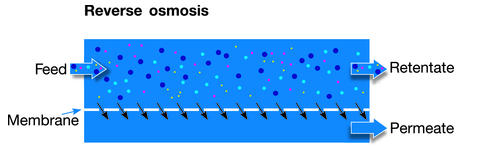
What is reverse osmosis (RO)?
Reverse osmosis (RO) is a pressure-driven membrane separation process using the tightest membranes available for liquid filtration. RO membranes primarily allow water molecules to permeate, while effectively rejecting dissolved and suspended substances such as salts, sugars, minerals, bacteria, spores, fats, proteins and gums. Only limited amounts of certain low-molecular-weight organic compounds may pass through.
RO is applied when maximum separation efficiency and high permeate purity are required. Reverse osmosis membranes are typically used for high-flux concentration of direct feed streams as well as permeates from ultrafiltration (UF) and nanofiltration (NF) processes.
Alfa Laval’s RO membranes are the only polypropylene (PP)-based RO spiral membranes available on the market, enabling enhanced tolerance to higher temperatures and wider pH ranges during cleaning-in-place (CIP) operations. Read more about our RO flat sheet membranes and RO spiral wound membranes
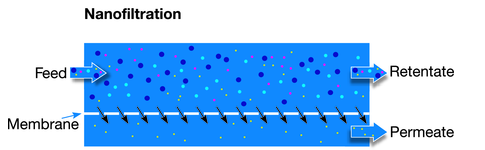
What is nanofiltration (NF)?
Nanofiltration (NF) is a membrane filtration process that allows small ions, such as minerals, to pass through the membrane while retaining larger ions and most organic components. Typical retained substances include bacteria, spores, fats, proteins, gums and sugars. This selective separation makes nanofiltration suitable for partial demineralization and concentration applications.
Alfa Laval nanofiltration membranes are widely used for high-yield concentration and partial demineralization of products such as whey and ultrafiltration permeate. These membranes are particularly effective at retaining large divalent salts while allowing smaller monovalent salts to pass into the permeate.
Nanofiltration is also applied in beverage processing, including the production of low-alcohol beverages, where alcohol passes through the membrane while colour, flavour and aroma compounds are retained in the retentate. Read more about our NF flat sheet membranes and NF spiral wound membranes
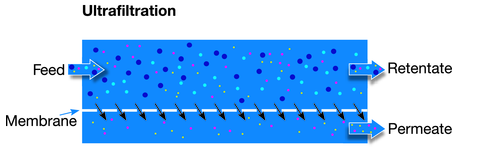
What is ultrafiltration (UF)?
Ultrafiltration (UF) is a pressure-driven membrane filtration process using membranes with a molecular weight cut-off (MWCO) of approximately 1,000 to 100,000 daltons. Low-molecular-weight components, such as salts, sugars, organic acids and small peptides, pass through the membrane as permeate, while higher-molecular-weight compounds, including proteins, fats and polysaccharides, are retained in the retentate.
By selecting membranes with appropriate MWCO characteristics, UF enables fractionation of a feed stream into distinct process streams enriched with different molecular weight components. This makes ultrafiltration a versatile technology for concentration, purification and fractionation in food, dairy and biotechnology applications.
Explore Alfa Laval's UF flat sheet membranes and UF spiral wound membranes for high chemical resistance and reliable performance in sensitive food-processing applications.
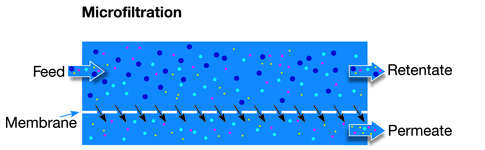
What is microfiltration (MF)?
Microfiltration (MF) is a membrane filtration process in which suspended solids, bacteria, and fat and oil globules are selectively retained—that is, they are the only substances prevented from passing through the membrane. This makes MF membranes ideal for removing small-diameter dispersed solids in applications where product composition must be preserved without altering the balance of components dissolved in the stream.
Alfa Laval microfiltration membranes are designed for cost-effective operation, largely as the result of the low energy consumption involved. They also have the advantage of eliminating the frequent replacement and disposal of the cartridges and other consumables used in traditional dead-end filtration.
Engineered for long-term performance, Alfa Laval microfiltration membranes offer exceptional mechanical and chemical durability, with service lifetimes that can exceed five years under normal operating conditions. Read about our MF flat sheet membranes and MF spiral wound membranes
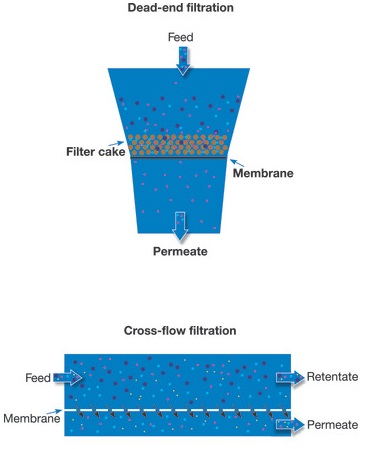
Cross-flow filtration VS Dead-end filtration
Membrane filtration can be either dead-end filtration or cross-flow filtration.
Cross-flow filtration provides significant built-in advantages over dead-end filtration. Because the liquids being processed flow continuously across the membrane, there is no filter cake that can lead to fouling and uneven flow.
This makes it possible to operate a continuous, automated filtration process that results in a consistent, controllable product quality. No filter aids are needed, and the membranes have an extended lifetime.
Almost all industrial membrane filtration is carried out as cross-flow filtration, where the liquid being filtered flows parallel to the membrane at high velocity and under pressure.
Advantages of membrane filtration
There are many significant advantages of membrane filtration when used in industrial-scale applications where reliability, consistency and operating costs are crucial considerations.
Lower overall production costs
One of the advantages of membrane filtration is that membrane filtration systems often are less expensive than many other alternative technologies. The installation costs are lower, as are the energy costs.
Membrane filtration includes fewer processing steps and makes it possible to achieve both a greater degree of purity and higher overall yields.
In addition, because membrane filtration does not result in a filter cake, there are no costs associated with the removal and disposal of this residue.
High flexibility
Membrane filtration can be used for feed products with a range of different viscosities, including high-viscosity products that can otherwise be difficult to process. A wide range of different membrane filtration products also ensures that the best possible solution is available for each particular application. This also eliminates unnecessary energy costs.
High end product quality
Membrane filtration is a clean technology. The separation process is carried out solely on the basis of molecular size, making the use of additives unnecessary. This results in an end product with top quality, and makes it easier to comply with the many stringent requirements from both consumers and public authorities.
Case stories
Many reference installations can be found across a wide range of industries. They include:




History of Alfa Laval membrane technology
Alfa Laval’s experience within membrane filtration and membrane filtration systems dates back almost as far as technology itself. Since the mid-sixties, soon after membrane filtration was introduced on a commercial scale, we have been helping our customers with the membrane technology.
Our diverse types of membranes and membrane products, from membrane sheets(flat sheet membranes or spiral wound membranes) to auxiliary membrane equipment, from test units or pilot plants to production units, complement our wide range of separation technologies such as the use of decanter centrifuges and disc stack separators. This allows us to provide you with the most efficient solution.
Complete familiarity
Buying membrane filtration solutions from Alfa Laval means you are tapping into the know-how and experience that comes from complete familiarity with every step of the process. With experience extending as far back as 1965, Alfa Laval specialists can develop and fine-tune a solution that meets your exact needs, combining your expertise in your particular field of processing with our unparalleled membrane filtration know-how. The expert Alfa Laval staff are probably unique in their ability to address your needs at whatever stage of the process chain.
Complete consistency
We are one of the few companies in this field with the capacity, expertise and experience to develop, manufacture and install membrane elements, modules, and complete membrane filtration systems, as well as to serve our customers. When you include membrane filtration technology in your process solutions, you can rely on it completely.
Completely tested
We are also one of the very few companies in the world that can scale its membrane filtration know-how seamlessly from R&D, testing and trials up to full-scale manufacture, and process implementation that you and your company can rely on completely.
Moreover, we have our own extensive test facilities in Nakskov, Denmark. Our facilities allow you to develop solutions for your specific process alongside with our expert staff. We also have a wide range of pilot laboratory equipment available if it is more convenient for you to do the work on your own premises.
An extensive range of membrane filtration solutions
The range of membranes from Alfa Laval covers all filtration processes – reverse osmosis, nanofiltration, ultrafiltration and microfiltration. We have a comprehensive range of spiral elements and flat sheet membranes. We also provide pilot laboratory equipment. Our membrane filtration equipment is designed on a modular basis that gives a high degree of flexibility, as membranes are built into modules, modules are built into loops and loops are built into systems. The design of a system can thus be customized to meet any process needs and it is easy to expand if production requirements increase. This means that your investment can follow any required increase in production capacity, as and when you need it – and at relatively low additional cost.

Membrane types
- Flat sheet membranes (RO/NF/UF/MF)
- Spiral membranes (RO/NF/UF/MF)